Advantages of our IR sensors:
- SIL2 rated, for certified dependability (fail-safe detection)
- Individual calibration and testing, for measurements you can trust
- Extended temperature range, for use in any environment
- Internal microprocessor, for advanced signal processing
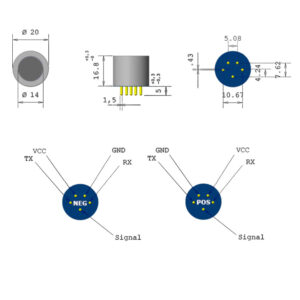
- Standard industrial size (20 or 32 mm), to fit an existing detector
- Fast T90 response time, for critical and life-saving applications
- ModBus or UART digital communication, for ease of integration
- Solid, rugged construction with stainless steel enclosure
- Signal versatility: voltage and optional bridge or pellistor output
- Low power version for portable applications
- Patented optical path
- Standard industrial accepted negative or positive pinout
We make no mystery about it: Non-Dispersive InfraRed (NDIR) technology is at the core of our DNA. This is completely designed and manufactured at the N.E.T. headquarters in Milan, Italy and our staff is constantly working to extend it, improve it and optimize it. We now offer the most extensive NDIR range on the market, including solutions for:
- CO2 from ppm levels up to 100% volume
- Methane, Propane and other hydrocarbons in explosive range (%LEL)
- SF6 in ppm range
- Refrigerant gases in ppm and LEL range
All sensors run on a microprocessor-based platform for internal signal processing, providing a linearized and temperature compensated output in digital and analogue format – this makes our IR sensors the ideal solution for instrument manufacturers, even without any specialist knowledge in IR technology.